


Cavo coassiale 5012 Flexible Flexible Ultra a bassa perdita
| Costruzione | |||
| direttore interiore | materiale | Filo in alluminio vestito di rame | |
| dia. | 3,55 ± 0,04 mm | ||
| isolamento | materiale | PE fisicamente schiumato | |
| dia. | 9,20 ± 0,20 mm | ||
| direttore esterno | materiale | Rame ondulato elicoidale | |
| diametro | 12,00 ± 0,20 mm | ||
| giacca | materiale | PVC o ritardante di incendio PE | |
| diametro | 13,60 ± 0,20 mm | ||
| Proprietà meccaniche | |||
| raggio di piegatura | separare ripetuto commovente | 25 mm 30 mm 200 mm | |
| tirando la forza | 800 n | ||
| Resistenza alla schiaccia | 1,9 kg/mm | ||
| temperatura consigliata | Giacca PE | negozio | -70 ± 85 ° C. |
| installazione | -40 ± 60 ° C. | ||
| operazione | -55 ± 85 ° C. | ||
| Giacca per ritardanti di fuoco | negozio | -30 ± 80 ° C. | |
| installazione | -25 ± 60 ° C. | ||
| operazione | -30 ± 80 ° C. | ||
| Proprietà elettriche | |||
| impedenza | 50 ± 2 Ω | ||
| capacità | 82 pf/m | ||
| induttanza | 0,205 uh/m | ||
| Velocità di propagazione | 81 | ||
| Tensione di rottura DC | 2.5 | ||
| Resistenza all'isolamento | > 5000 | ||
| Potenza di punta | 15.6 | ||
| Attenuazione dello screening | > 120 | ||
| Frequenza di cut-off | 10.2 | ||
| Attenuazione e potenza media | |||
| Frequenza, MHz | Tasso di potenza@20 ° C, KW | nom.attenuation@20 ° C, DB/100m | |
| 10 | 10.1 | 1.04 | |
| 100 | 3.08 | 3.41 | |
| 450 | 1.38 | 7.59 | |
| 690 | 1.158 | 9.58 | |
| 800 | 1.01 | 10.40 | |
| 900 | 0.943 | 11.20 | |
| 1000 | 0.889 | 11.80 | |
| 1800 | 0.634 | 16.60 | |
| 2000 | 0,597 | 17.60 | |
| 2200 | 0,566 | 18.61 | |
| 2400 | 0,539 | 19.59 | |
| 2500 | 0,529 | 20.07 | |
| 2600 | 0,518 | 20,55 | |
| 2700 | 0,507 | 21.02 | |
| 3000 | 0.469 | 22.40 | |
| Il valore di attenuazione massima può essere del 105% del valore di attenuazione nominale. | |||
| VSWR | |||
| 820-960MHz | ≤1.15 | ||
| 1700-2200MHz | ≤1.15 | ||
| 2300-2400MHz | ≤1.15 | ||
| standard | |||
| 2011/65/UE | compiacente | ||
| IEC61196.1-2005 | compiacente | ||
Riferimento di imballaggio


Istruzioni di installazione di cavo super flessibile N o 7/16 o 4310 1/2 ″
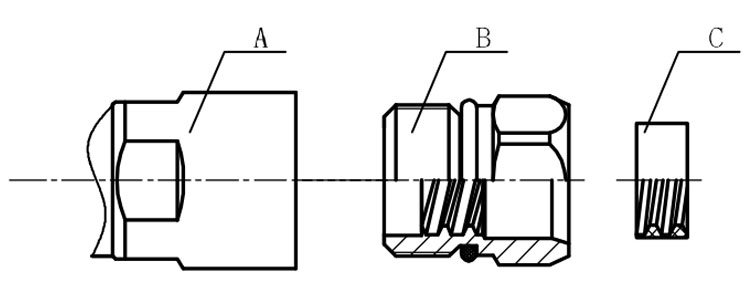
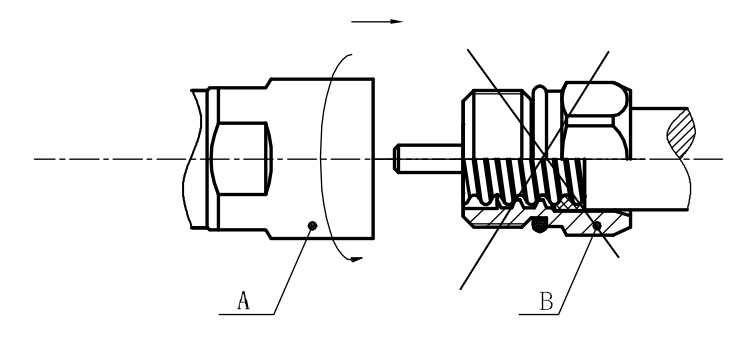
Struttura del connettore: (Fig1)
A. dado anteriore
B. NADO DI DETTRO
C. guarnizione
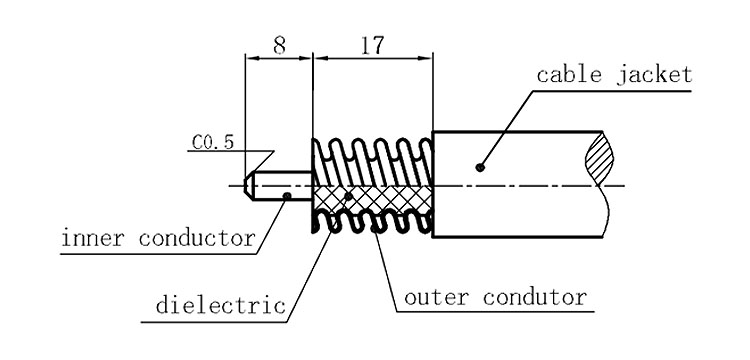
Le dimensioni di stripping sono come mostrato dal diagramma (Fig2), si dovrebbe prestare attenzione durante lo stripping:
1. La superficie finale del conduttore interno deve essere smussata.
2. Rimuovere impurità come scala di rame e bava sulla superficie finale del cavo.
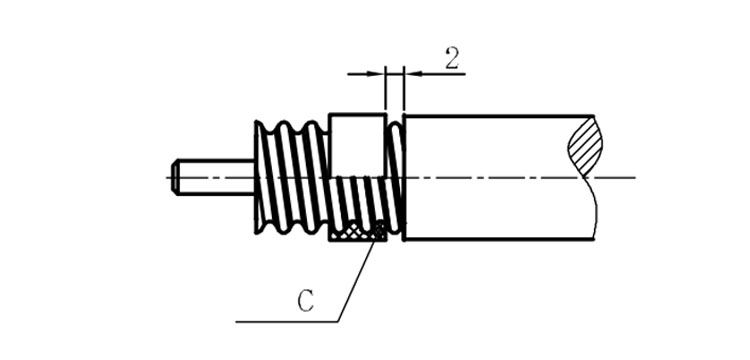
Assemblaggio della parte di tenuta: avvitare la parte di tenuta lungo il conduttore esterno del cavo come mostrato dal diagramma (Fig3).
Assemblaggio del dado posteriore (Fig3).
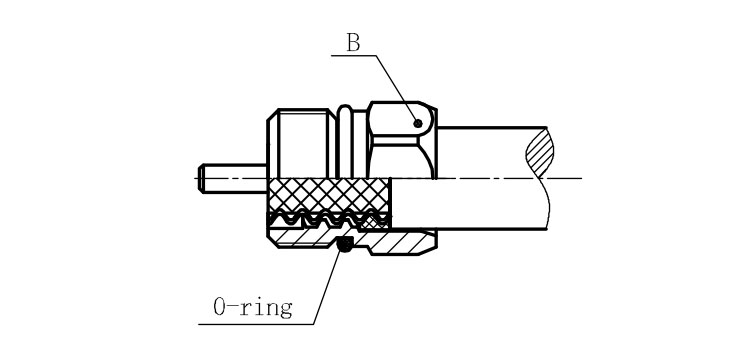
Unisci il dado anteriore e posteriore mediante avvitare come mostrato dal diagramma (Figg (5)
1. Prima di avvitare, imbrattare uno strato di grasso lubrificante sull'o-ring.
2. Mantieni il dado posteriore e il cavo immobile, avvitare il corpo del guscio principale sul corpo del guscio posteriore. Avvitare il corpo del guscio principale del corpo del guscio posteriore usando la chiave della scimmia. L'assemblaggio è finito.
Prodotti correlati
-

Cavo di alimentazione Hansen 78 LASSA LASSA
-
Cavo di alimentazione coassiale di alta qualità 7/8 ″
-

Cavo di alimentazione coassiale del marchio Hansen 7/8 "LO ...
-

50 ohm RF 50 1-5/8 ″ Cavo di alimentazione coassiale
-

Cavo di alimentazione coassiale di alta qualità 7/8 ″ Fi ...
-

Cavo alimentatore Hansen RF5012