
Cavo di alimentazione coassiale di alta qualità da 7/8″
| Costruzione | |||
| direttore d'orchestra interno | materiale | tubo di rame liscio | |
| dia. | 8,80±0,10 mm | ||
| isolamento | materiale | PE espanso fisicamente | |
| dia. | 22,20±0,40 mm | ||
| conduttore esterno | materiale | anello di rame ondulato | |
| diametro | 24,90±0,30 mm | ||
| giacca | materiale | PE o PE ignifugo | |
| diametro | 27,30±0,20 mm | ||
| proprietà meccaniche | |||
| piegarsiraggio | separare ripetuto trasloco | 120 mm 250 mm 500 mm | |
| forza di trazione | 1470 N | ||
| resistenza allo schiacciamento | 1,4 kg/mm | ||
| temperatura consigliata | giacca in PE | negozio | -70±85°C |
| installazione | -40±60°C | ||
| operazione | -55±85°C | ||
| giacca in PE ignifuga | negozio | -30±80°C | |
| installazione | -25±60°C | ||
| operazione | -30±80°C | ||
| proprietà elettriche | |||
| impedenza | 50±2 Ω | ||
| capacità | 75 pF/m | ||
| induttanza | 0,187 uH/m | ||
| velocità di propagazione | 88% | ||
| tensione di rottura CC | 6,0 kV | ||
| resistenza di isolamento | >5000 MQ.km | ||
| potenza di picco | 91 kW | ||
| attenuazione dello screening | >120 dB | ||
| frequenza di taglio | 5,5 GHz | ||
| attenuazione e potenza media | |||
| frequenza, MHz | potenza nominale a 20 °C, kW | attenuazione nominale a 20 °C, dB/100 m | |
| 10 | 24,6 | 0,366 | |
| 100 | 7,56 | 1.19 | |
| 450 | 3.41 | 2,65 | |
| 690 | 2,85 | 3.35 | |
| 800 | 2,48 | 3,63 | |
| 900 | 2.33 | 3,88 | |
| 1000 | 2.19 | 4.12 | |
| 1800 | 1,57 | 5,75 | |
| 2000 | 1,48 | 6.11 | |
| 2200 | 1.41 | 6.45 | |
| 2400 | 1.34 | 6,79 | |
| 2500 | 1.30 | 6,95 | |
| 2600 | 1.27 | 7.12 | |
| 2700 | 1,25 | 7.28 | |
| 3000 | 1.16 | 7,76 | |
| Il valore massimo di attenuazione può essere pari al 105% del valore nominale di attenuazione. | |||
| vswr | |||
| 820-960 MHz | ≤1,15 | ||
| 1700-2200 MHz | ≤1,15 | ||
| 2300-2400 MHz | ≤1,15 | ||
| standard | |||
| 2011/65/UE | compiacente | ||
| IEC61196.1-2005 | compiacente | ||
Riferimento di imballaggio


Istruzioni di installazione del cavo super flessibile N o 7 / 16 o 4310 da 1/2″
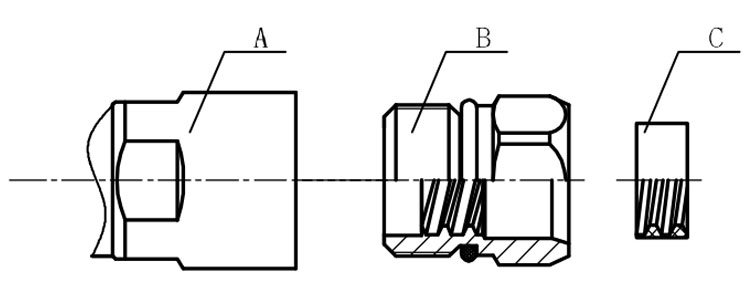
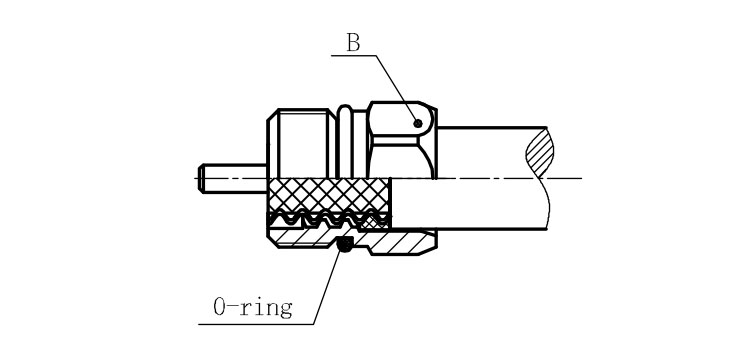
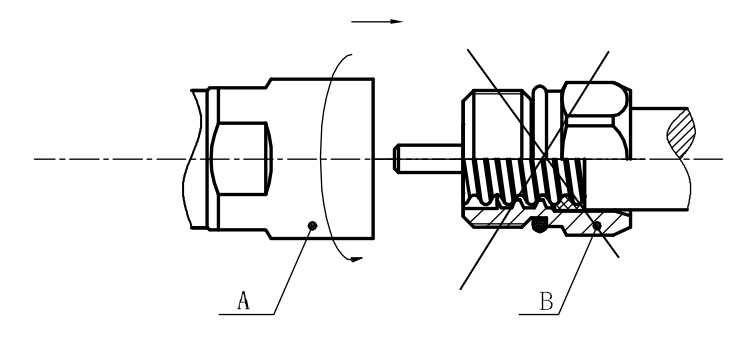
Struttura del connettore: (Fig. 1)
A. dado anteriore
B. dado posteriore
Guarnizione C.
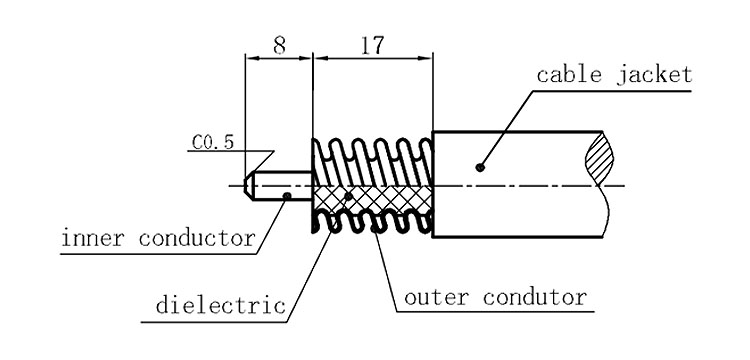
Le dimensioni dello spellare sono quelle mostrate nel diagramma (Fig. 2), prestare attenzione durante lo spellare:
1. La superficie terminale del conduttore interno deve essere smussata.
2. Rimuovere le impurità come incrostazioni di rame e bave dalla superficie terminale del cavo.
Montaggio della parte di tenuta: avvitare la parte di tenuta lungo il conduttore esterno del cavo come mostrato nello schema (Fig. 3).
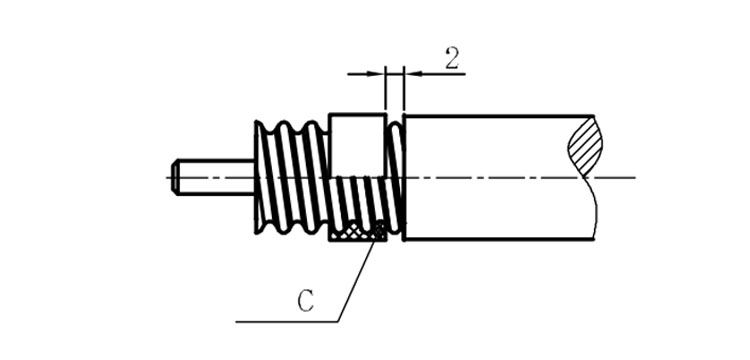
Montaggio del dado posteriore (Fig. 3).
Unire il dado anteriore e quello posteriore avvitandoli come mostrato nel diagramma ( Fig. ( 5)
1. Prima di avvitare, spalmare uno strato di grasso lubrificante sull'O-ring.
2. Tenere fermi il dado posteriore e il cavo. Avvitare il corpo principale del guscio sul corpo del guscio posteriore. Avvitare il corpo principale del guscio posteriore utilizzando una chiave inglese. L'assemblaggio è terminato.
Prodotti correlati
-

Cavo di alimentazione coassiale RF 50 da 50 ohm, lunghezza 1-5/8″
-

Cavo di alimentazione Hansen RF5012
-

Cavo di alimentazione coassiale marca Hansen 7/8” LO...
-

Cavo coassiale RF 5012S flessibile a bassissima perdita da 50 ohm...
-

Cavo di alimentazione coassiale di alta qualità da 7/8″ Fi...
-

Cavo di alimentazione Hansen 78 a bassa perdita